
Применение холодной сварки для ремонта радиатора отопления
У большинства пользователей понятие «сварка» ассоциируется с горячее-пламенным воздействием на материал с целью неразъемного соединения нескольких частей. Холодная сварка также применяется для соединения изделий, но без предварительного нагрева. По своей сути холодная сварка является склеиванием при помощи специальных адгезивных составов. Чаще всего это эпоксидный клей с упрочняющими добавками. Холодная сварка способна к сохранению своих рабочих свойств и при высоких температурах.
При ремонте чугунного радиатора необходимо заблаговременно подготовить рабочую поверхность изделия в соответствии с инструкцией изготовителя. Главное требование к поверхности, это чтобы она сухой и обезжиренной. Ватным тампоном с нанесенным спиртом это не трудно сделать. Кусочек материала разминается в пальцах, пока не получится небольшой шарик диаметром 15−20 мм. Шарик прижимается к поврежденному месту и придавливается отверткой либо плотной тряпочкой. Несколько минут необходимо удерживать его в таком положении.
Благодаря быстро протекающим процессам полимеризации смесь отвердевает уже через 30 минут. Через 24 часа после использования холодной сварки чугунная батарея будет полностью готова к работе.
Это важно! Отремонтированный при помощи холодной сварки участок трубопровода или секции желательно в межсезонный период все-таки заменить, поскольку с течением времени потоки теплоносителя изнутри будут играть роль абразива и вымывать частички адгезивного полимера
- Вам необходимо произвести замену батарей отопления? Сделайте это сами!
- Виды и классификация экранов для батарей отопления
- Как выбрать алюминиевые батареи, и какие факторы на это влияют?
- Продувка батарей отопления для улучшения циркуляции теплоносителя
Замена батарей отопления на сварке
Сварка чугунных батарей значительно облегчилась после появления сварочного оборудования с инверторной схемой. Такие аппараты малогабаритны, запитываются от сети 220 В и приобрести их можно за 7-10 тыс. руб. в специализированном магазине. Но не стоит обольщаться идеей о том, что, если вы купили такой аппарат, то можете заниматься заменой батарей на сварке собственными руками. Выполнить сварной шов так, чтобы он не протекал при давлении теплоносителя в 10 атм. и температуре в 100°С, может только опытный специалист со стажем работы не менее 3-х лет.

Сварочный аппарат с инверторной схемой
Халтурщиков к этому делу допускать нельзя: даже при обычном давлении в коммуникациях отверстие даже капиллярного размера за сутки может превратиться в свищ, через который будет хлестать вода.
Сам по себе процесс замены батарей далеко не всегда нуждается в сварке. Часто подводка к батареям снабжена резьбовыми разъемными соединениями, которые можно просто развернуть, после чего снять батарею с кронштейнов и повесить новую. Главное при этом – не забыть перекрыть воду и правильно наматывать льняной уплотнитель на резьбовое соединение: при правой резьбе – по часовой стрелке, при левой – против часовой.

Обработка чугунной батареи
В том случае, если на подводке нет разъемных соединений, то такие трубы просто перерезают болгаркой или ножовкой по металлу, но вот тогда, после смены батарей, новый радиатор приходится подсоединять к коммуникациям при помощи сварки. Варить при этом приходится трубу из низкоуглеродистой стали: с этой задачей справится и специалист средней квалификации.
Но что делать домохозяину, если в период отопительного сезона потекли стыки между секциями чугунного радиатора, в корпусе батареи появился свищ или глубокий скол? Вызывать мастера-сварщика с его аппаратурой, надолго перекрывать отопление?
В этом случае домохозяину на помощь придет холодная сварка для батарей.
Видео про схемы
Варианты подключения радиаторов отопления рассмотрены в видео ниже.
Понимание особенностей различных способов подсоединения теплотрассы к отопительным приборам позволит наиболее эффективно использовать каждый квадратный сантиметр теплопередающей поверхности радиатора отопления.

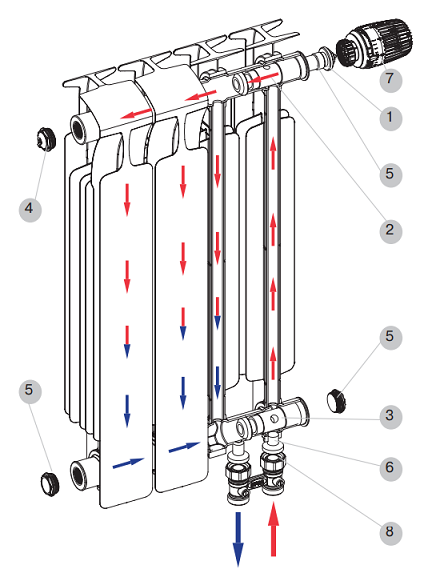
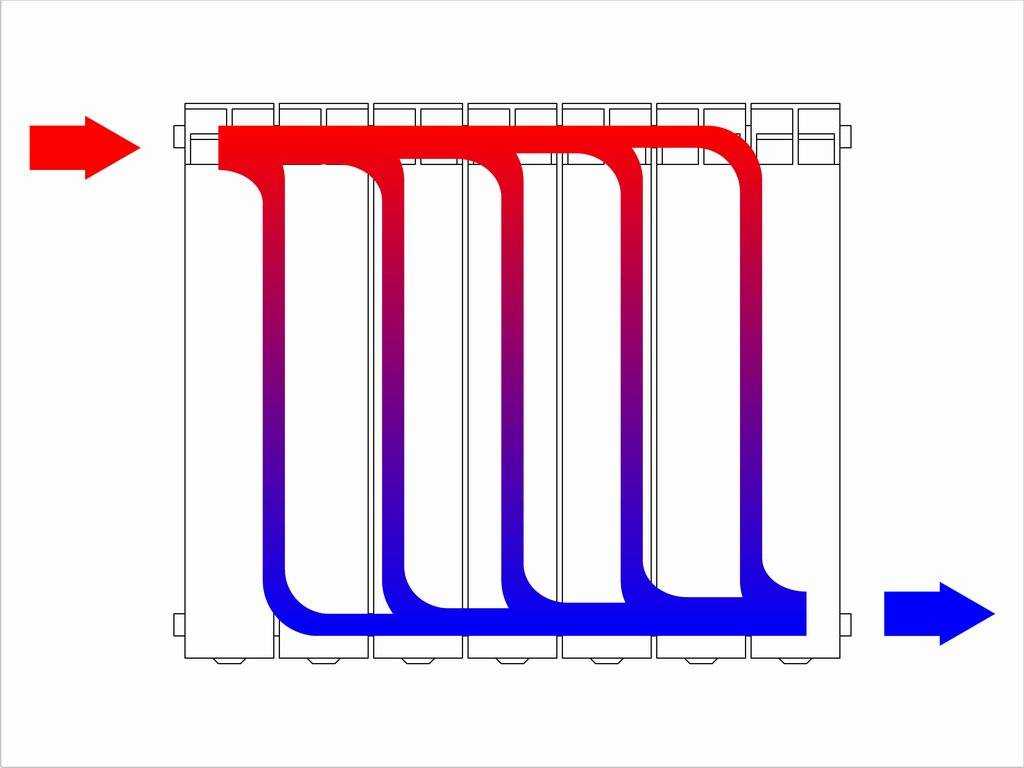
Плохо греет батарея из-за ошибки в выборе схемы подключения
В противном случае вместо обогревателя владельцы получат обычный предмет интерьера, а сами всю зиму будут замерзать. На рисунке показано теплораспределение в батарее с неправильно выбранным вариантом подключения.
Особенности подготовки поверхности для нанесения клеящего состава
Применение клеящего состава на основе эпоксидной смолы требует выполнения ряда условий относительно подготовки поверхности к склеиванию. Прежде всего, это чистота поверхности. Холодная сварка отлично ложится на металлические поверхности и при нахождении в ее составе металлической пудры образует прочное соединение, которое впоследствии образует еще и диффузное соединение. Но для того чтобы пластичная масса равномерно наносилась на поверхность металла необходимо сделать его подготовку.
При подготовке необходимо:
- Убрать следы потеков;
- Снять слой краски до металла;
- Зачистить металл наждачной бумагой;
- Обезжирить покрываемую поверхность.
В списке операций нет операций второстепенных, все они важны для правильного склеивания поверхностей. Правда, на обезжиривании стоит остановиться более детально. При механической обработке точку ремонта батареи в шероховатости металла попадает пыль и другие частицы, например остатки краски. Для того чтобы клей максимально плотно прилегал к металлу место дополнительно обезжиривается, так, чтобы на поверхность была максимально чистой. Эта операция позволит избежать образования на металле жировой пленки, которая после высыхания холодной сварки будет образовывать полость, в которую будет просачиваться вода.
Постоянное гидравлическое давление и температурные колебания довольно быстро расширят площадь полости, и теплоноситель снова начнет просачиваться наружу.
Починка чугунного и других видов радиаторов
Работа с радиаторами аналогична заклеиванию дефектов на трубах. Поверхность очищают, обезжиривают. Можно для этой цели применять спирт, нанося его ватным тампоном. Далее берут шарик смолы примерно 2 см диаметром, разминают его, смешивая компоненты. Прижимают смолу к месту повреждения, разглаживают, удерживают ветошью или зажимом.

Обычно на полимеризацию хватает 30-40 минут, но использовать батарею лучше спустя сутки, не раньше. Естественно, подача воды перед ремонтом должна быть отключена. Если требуется удалить свищ, нужно взять стеклоткань и жидкое средство, обмотать участок и надежно проклеить его.
Холодная сварка – отличная временная мера до завершения отопительного сезона. Она поможет устранить течь трубы или радиатора быстро и без хлопот!
Разнообразие отопительных радиаторов
Наиболее традиционными являются чугунные модели радиаторов отопления, которые знакомы всем. Сегодня эти агрегаты эксплуатируются крайне редко ввиду их большого веса и невозможности установки в системах отопления, функционирующих автоматически. Однако есть у этих приборов и свои достоинства, которые выгодно отличают их от батарей из других материалов.





В первую очередь, конструкция радиатора отопления из чугуна позволяет ему переносить серьезные перепады давления
Кроме того, такие батареи устойчивы к появлению на них коррозионного налета и стойко переносят воздействия находящихся в теплоносителе вредных примесей, что также немаловажно
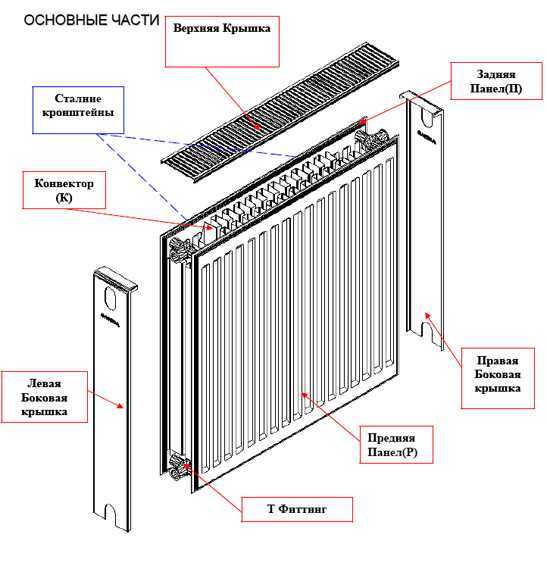
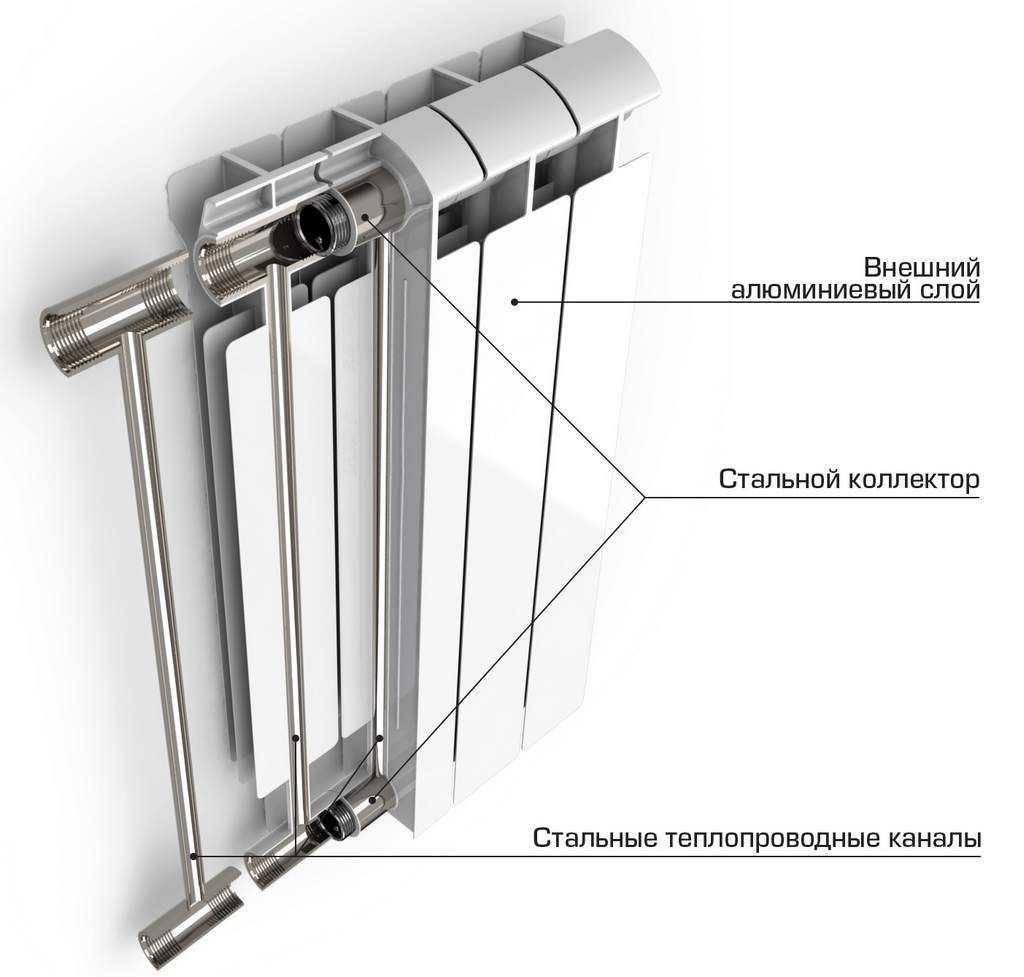
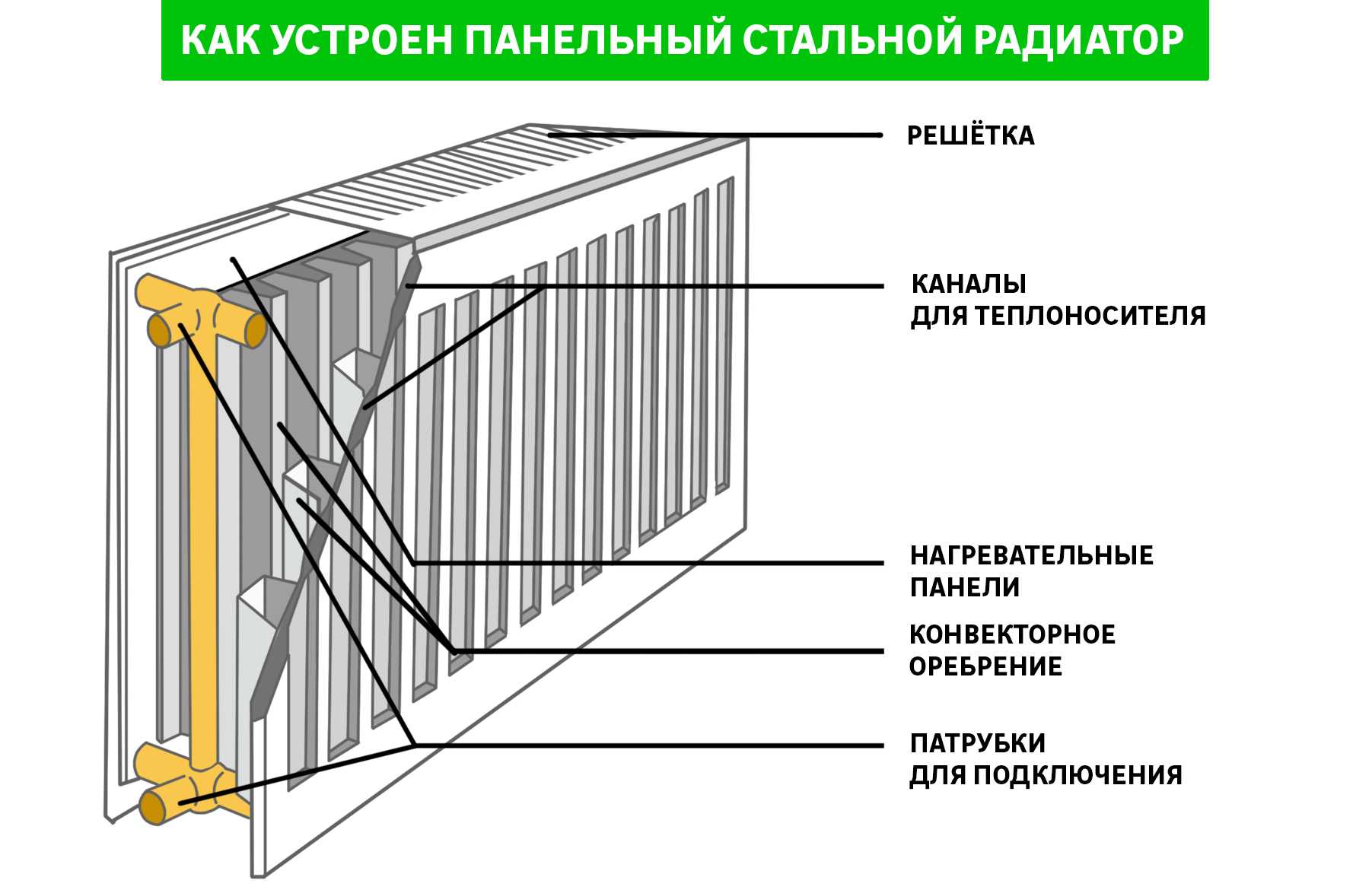
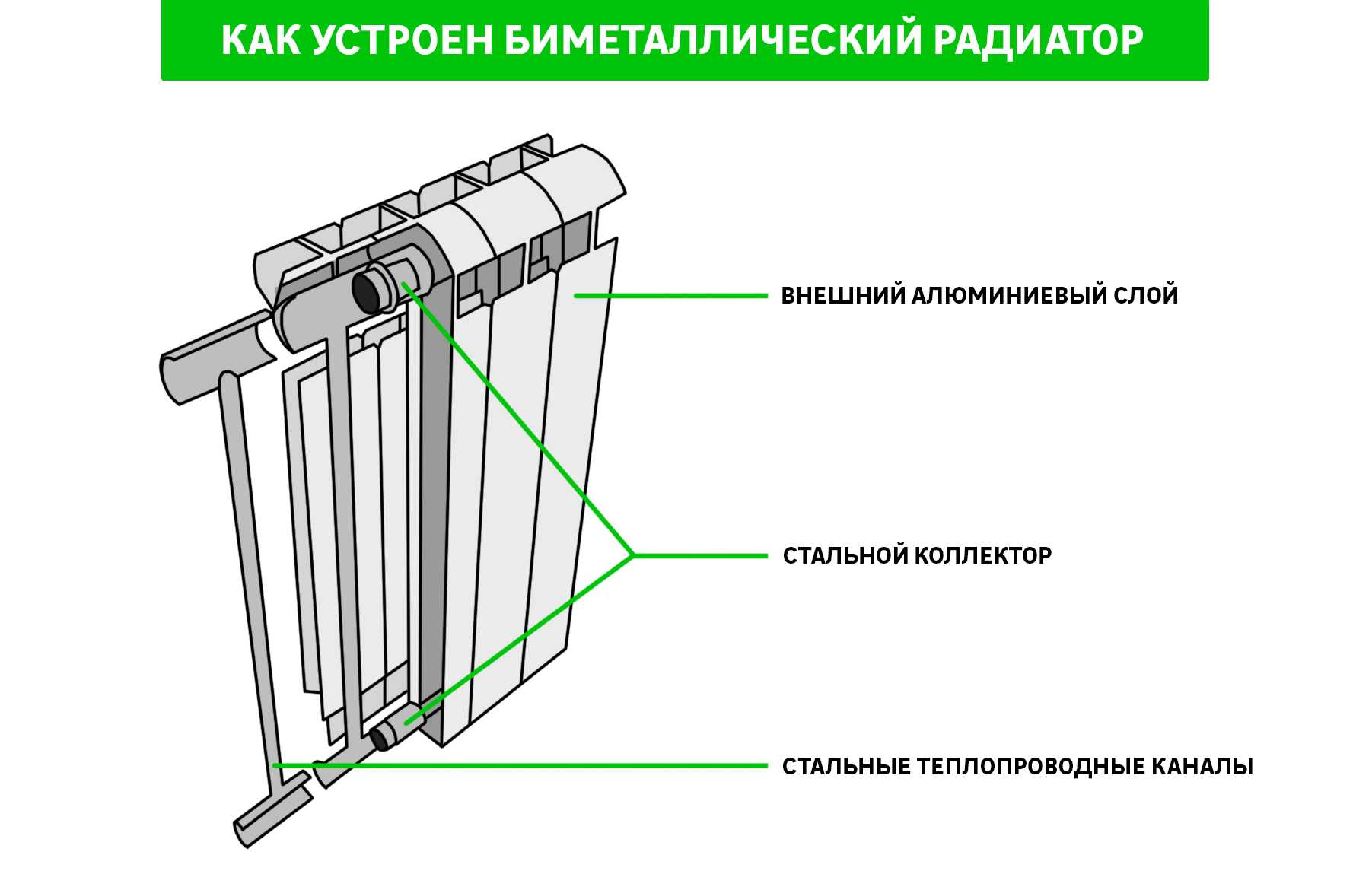
Устройство радиатора отопления панельного типа является несколько иным. В первую очередь, эти аппараты существенно легче чугунных батарей. К тому же их стенки менее толстые, что снижает показатели их инерционности. Принцип работы радиатора отопления из стали, оборудованного по панельному типу, основан на большей теплоотдаче по сравнению с другими моделями. Кроме того, внешний вид этих устройств является гораздо более современным. Многие потребители по достоинству оценивают алюминиевые отопительные батареи. Эти радиаторы также имеют весьма небольшой вес, их теплоотдача является вполне приемлемой, а дизайн может быть самым разным.
Иногда можно встретить такие отопительные приборы, где алюминий является не единственным материалом, входящим в состав изделия. В недорогих аппаратах дополнением выступает кремний, препятствующим разрыву конструкции в случае серьезных перепадов давления и температуры.
А в тех приборах, которые стоят дороже, может содержаться цинк и титан, поскольку именно эти вещества призваны обеспечить конструкцию повышенной стойкостью к различного рода повреждениям механического характера и защитой от появления коррозии.
Как запаять алюминиевый радиатор
Если с трещиной в пластике справится любой желающий, то с пайкой дело обстоит сложнее. В первую очередь, проблему составляет наличие необходимого инструмента.
Для пайки нужен сильный паяльник, который работает на температурах в 250 градусов. Плюс нужна паяльная лампа для предварительного прогрева металла и специальный флюс для работ с алюминием. Поэтому для такой операции лучше привлечь специалиста.
Пайка
В случае, если такой паяльник и лампа есть под рукой, остается раздобыть флюс, который не будет давать алюминию взаимодействовать с кислородом. Для этих целей лучше обратиться в магазин радиолюбителей. У них он уже приготовлен, остается только нанести.

При желании сэкономить, можно сделать его самостоятельно из канифоли и металлических опилок (поточить ненужную железку напильником). Пропорция 1:2.
Также нужно дополнительно подготовить припой из меди, цинка и кремния, пассатижи, мелкозернистую наждачную бумагу, ацетон.
Радиатор нужно хорошо вымыть и высушить. После, порядок действий следующий:
- Зачистить место с трещиной наждачной бумагой.
- Следом обезжирить (без фанатизма).
- Хорошо разогреть место пайки. В это же время включить паяльник, чтобы он сразу был готов к работе.
- Аккуратно и равномерно нанести флюс на место трещины.
- Еще слегка прогреть его сверху.
- Ввести припой в зону флюса и произвести пайку круговыми движениями, при этом лучше вести паяльник от себя.
Как заявляют мастера, использование обозначенного выше флюса делает зону пайки намного тверже самого алюминия.
Меры безопасности
Не стоит забывать, что используемые при пайке материалы при нагревании выделяют токсичные соединения, поэтому ремонтные работы нужно производить под вытяжкой или на улице. Наличие перчаток строго обязательно.
Специалисты не рекомендуют заниматься пайкой радиатора в месте подсоединения патрубков, так как из-за нагрузки при эксплуатации, такой ремонт не будет долговечным.
Резюмируя вышесказанное, получается, что исправить течь радиатора можно самостоятельно, используя клеевые вещества и холодную сварку для трещин на пластиковых элементах и пайку, в случае пробоя алюминиевых деталей.
Перед началом ремонта следует оценить материальные затраты, на случай, если покупка всех необходимых материалов будет составлять значимую стоимость новой детали.
Монтаж
Перед установкой нужно слить воду с системы отопления. При необходимости лучше использовать насос. Если работает центральное отопление, то замену радиатора своими руками нужно согласовать с коммунальными службами. Старые батареи и крепления нужно снять.
Расположение радиатора
Для правильной циркуляции теплого воздуха при установке радиатора нужно соблюдать условия:
- Центр батареи должен совпадать с центром подоконника. Допускается отклонение в сторону не больше 2 см.
- Ширина батареи составляет от половины до 2/3 от ширины окна.
- Расстояние от радиатора до пола должно быть в пределах 6-12 см.
- Верхний край радиатор должен располагаться в 5-10 см от подоконника.
- Расстояние между стеной и батареей – от 2 до 5 см.
- Существует мнение, что систему отопления нужно вешать с наклоном приблизительно в 1 см, чтобы воздух скапливался со стороны крана воздухоотведения. По нормам СНИПа радиатор должен висеть ровно. Это предотвратит скопление воздуха.
- Если в помещении несколько радиаторов, они должны быть расположены на одном уровне.
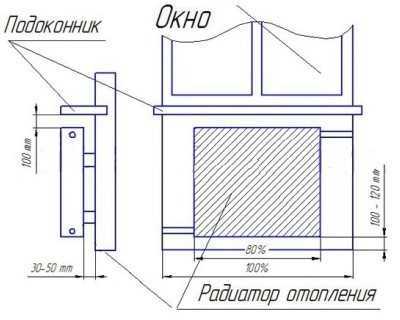
Правильное расположение чугунной батареи
Самостоятельная установка радиаторов
Монтаж батарей не сложный, предполагает минимум инструментов, простейших строительных навыков. Поскольку чугунные радиаторы тяжелые, устанавливать лучше вдвоем или втроем. Качество монтажа влияет на отопление.
Установка кронштейнов
Перед монтажом разметьте стену, определите места для кронштейнов. Если стена железобетонная, просверлите отверстия глубиной 12 см, вставьте дюбели или деревянные заглушки.
В подготовленные отверстия закрепите кронштейны, зафиксируйте цементным раствором, заглушками.
Если стены не выдерживают тяжести, рационально использовать кронштейны напольного типа. Они не уступают настенным, защитят стены от серьезной нагрузки.
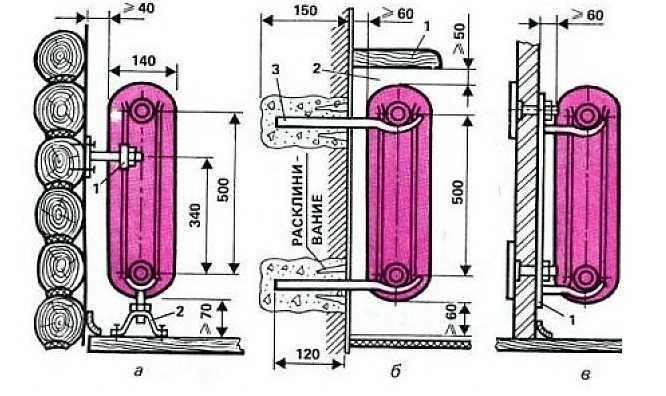
Монтаж кронштейнов
Как поставить батарею из чугуна?
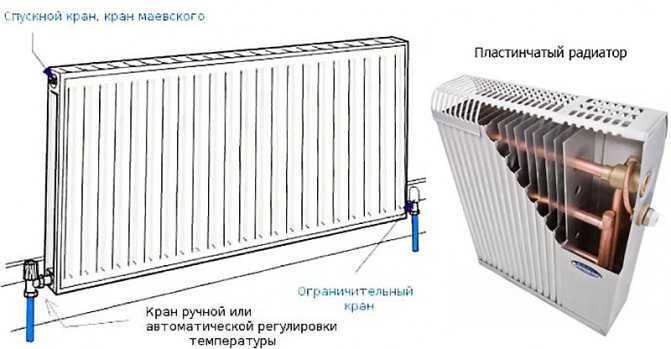
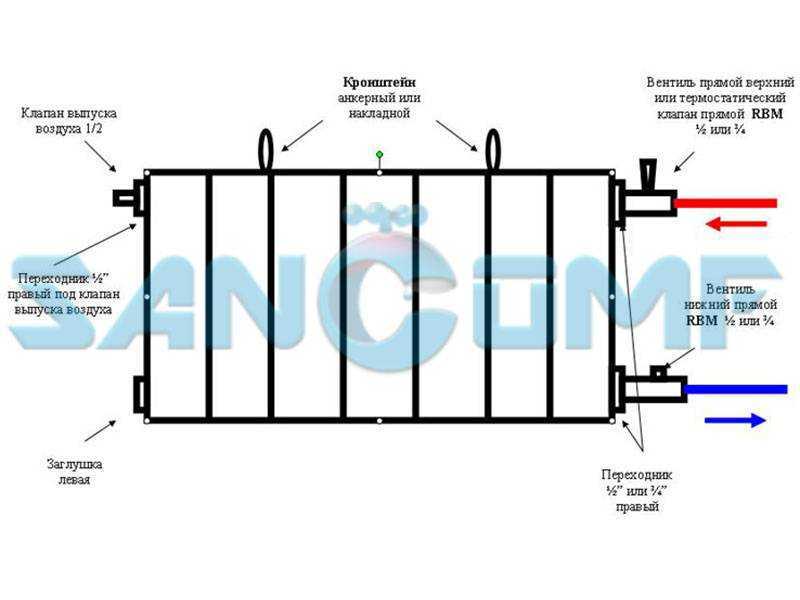
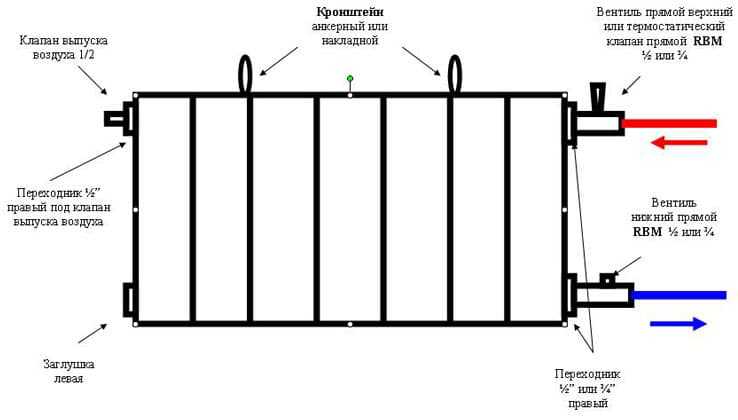
Кроме радиаторов, отопительная система предполагает установку комплектующих, обеспечивающих простое обслуживание батарей, снижающих вероятность аварийных ситуаций. Поэтапное описание монтажных работ:
- Установка в точке верхнего коллектора, на месте подсоединения подводящей трубы, ручного или автоматического воздухоотводчика.
- Установка заглушек на свободные коллекторы. Если не совпадают по диаметру с трубами, используйте переходники, прилагающиеся к радиаторам.
- Установка запорной, регулирующей арматуры. Шаровые краны, установленные на выходе и входе батареи, позволяют демонтировать радиатор без прекращения работы системы отопления.
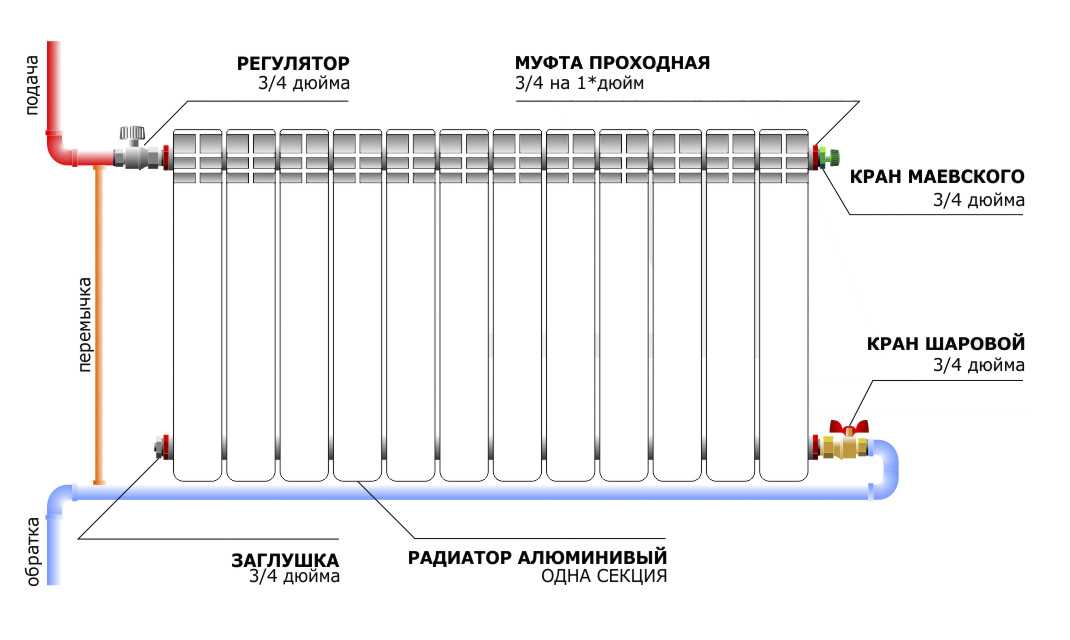
- Подключение оборудования к отопительной системе. Можно подключить по 4 схемам. Соединение определяется по выбранным фитингам и трубам.
Опрессовка
Опрессовка – завершающий этап монтажа. Потребуется оборудование, при отсутствии, работу реально выполнить своими силами. Заполните батареи водой медленно, чтобы предотвратить гидроудар, повреждение арматуры, системы отопления.





Что представляет собой технология
Холодная сварка — клеящий состав, специально изготавливаемый для соединения металлических элементов. Клей по составу бывает одно-, двухкомпонентный:
- в качестве основания служат эпоксидные смолы, которые выполняют задачи пластичности, однородности смеси;
- дополнительные наполнители — сера, металлические элементы.
По консистенции — полимерная смесь, обладающая клеящими свойствами в процессе незначительного нагревания, деформирования.
Прочностные характеристики соединения будут зависеть от качества выбранного клея, правильности его применения, предварительной подготовки трубопроводной магистрали.
Если четко следовать технике холодной сварки, в идеале сварной участок, например стояка, будет гораздо прочнее, чем основной металл изделия, но по надежности шов уступает соединению, выполненному при помощи электродуговой сварки. Поэтому рекомендуется данный метод соединения металлов применять только при выполнении незначительных ремонтных работ, например, при обнаружении течи в трубе можно заварить трещину.
Вес секции батареи из чугуна
Чугунная батарея считается одним из самых выгодных устройств для отопления дома, ведь кроме отличной теплопередачи, она радует высокой стойкостью к коррозии, длительным сроком службы (50 лет и старше) и нетребовательностью к качеству носителя тепла. Эти факторы стимулируют многих людей включать ее в свою индивидуальную систему отопления. При этом во время создания отопительной системы они вынуждены учитывать ее особенности. Одной из них является вес чугунной батареи.
Этот показатель является очень важным, поскольку позволяет:
- подобрать оптимальное крепление ;
- выбрать нужный вид батареи в зависимости от конструктивных особенностей дома.
Классические батареи
К ним относят батарею МС 140. Она известна всем, ведь свое наибольшее распространение получила во времена Советского Союза. Сегодня ее также активно покупают. Она имеет несколько модификаций, но одна секция наиболее применяемого варианта весит 7,12 кг. Она рассчитана на 1,5 л воды. Поэтому общая масса одного сектора батареи составляет 8,62 кг. Именно эту цифру нужно учитывать при расчете массы, которую должно выдерживать крепление
Если же брать во внимание только вес самой батареи, то крепление, получив дополнительное давление от массы воды, может не выдержать
Чтобы отопить комнату площадью в 20 м², нужно установить батарею с 12 секциями. А это значит, что вес пустого устройства отопления будет составлять 85,4 кг, а радиатора с водой — 103,4 кг.
Такая батарея должна устанавливаться на крепление, зафиксированное в стене. То есть получается, что стена должна выдержать дополнительную нагрузку в почти 104 килограммов. Если стену построили из кирпича или бетона, то такой чугунный радиатор можно спокойно вешать на стену.
Однако, если владелец решил сэкономить на строительстве дома и построил его из пенобетона, газобетона или SIP-панелей, наполненных пенопластом, то классическое подвешивание на такие стены 100-килограммовой конструкции является весьма плохой идеей.
Классический способ установки предусматривает фиксацию на стене горизонтальных кронштейнов с крючками на конце. На последние вешают батарею. Стены из пористых материалов или SIP-панелей просто не выдержат большое давление, и радиатор упадет на пол.
Конечно, выход в такой ситуации есть. Их даже три:
- Нужно использовать специальное крепление, которое следует фиксировать во многих точках. Это лишние затраты своих сил и времени. Однозначно такой вариант — не по душе каждому хозяину.
- Нужно устанавливать чугунные батареи современных модификаций. Они легче и эффективнее в плане обмена тепла.
- Выбирать модели с возможностью установки на пол.
Современные варианты радиаторов из чугуна
Они состоят из более легких секторов. Так, один из чешских производителей предлагает радиатор, одна секция которого весит 3,8 кг. При этом в ней может поместиться 0,8 литра воды. В результате общая масса сектора равняется 4,6 кг.
Для отопления вышеупомянутой комнаты нужно взять радиатор с 14 секциями. Он будет весить 64,4 кг. Эта цифра включает массу чугуна и воды.
Такой радиатор все еще будет тяжелым для стен из пористого материала, однако если его разбить на две части и разместить их на разных стенах, то о необходимости в дополнительных креплениях можно забыть.
Отечественные производители предлагают радиаторы с более легким сектором. Его характеристики таковы:
- Вес — 3,3 кг
- Объем — 0,6 л.
- Общий вес с водой — 3,9 кг.
Однако они имеют худшую теплоотдачу. В результате для отопления помещения площадью 20 м² нужно брать 22 секции. А это значит, что масса радиатора будет составлять 85,8 кг. Такой вес для современных домов из пеноблоков не совсем подходит. Ситуацию могут спасти радиаторы с ножками. Ножки имеют только первая и последняя секции.
Алгоритм расчета веса радиатора
Стоит сказать, что современные производители предлагают много модификаций чугунных радиаторов. Поэтому, чтобы во время оценки каждого варианта дать ответ на вопрос, сколько весит чугунная батарея, нужно выполнить действия:
- Узнать вес самой секции.
- Добавить вес воды, которая может поместиться в секции.
- Проанализировать теплоотдачу и, отталкиваясь от нее, определить необходимое количество секций.
- Умножить количество секций на общую массу одного сектора.
Чугунные или биметаллические батареи Подбор батареи отопления по площади квартиры Количество кВт одного сегмента радиатора из чугуна Как рассчитать теплоотдачу радиаторов из чугуна
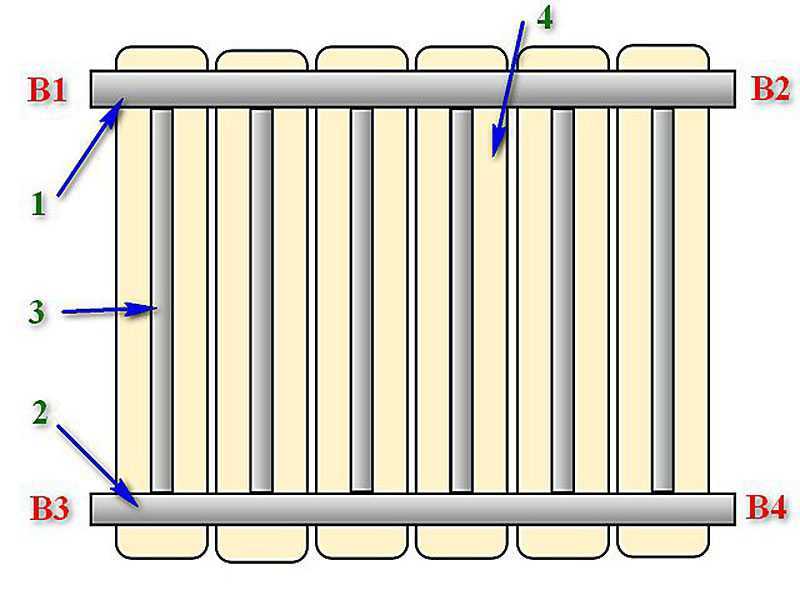
Способы монтажа отопительного оборудования
Присоединение всех элементов отопительной конструкции может осуществляться по-разному. По способу монтажа к магистрали радиаторные системы отопления могут быть:
- горизонтальными;
- вертикальными.
Вертикальная система имеет подключение снизу вверх. К одному стояку проводятся элементы отопления всех этажей в здании. Такой способ эффективен, но дорог.
Горизонтальная система применяется в зданиях, имеющих один этаж. Помещение обычно имеет большую площадь, поэтому конструкция отопления должна быть сложной. Подключение радиаторов происходит по горизонтальной траектории. Разводку стояков помещают в коридоре или подъезде.
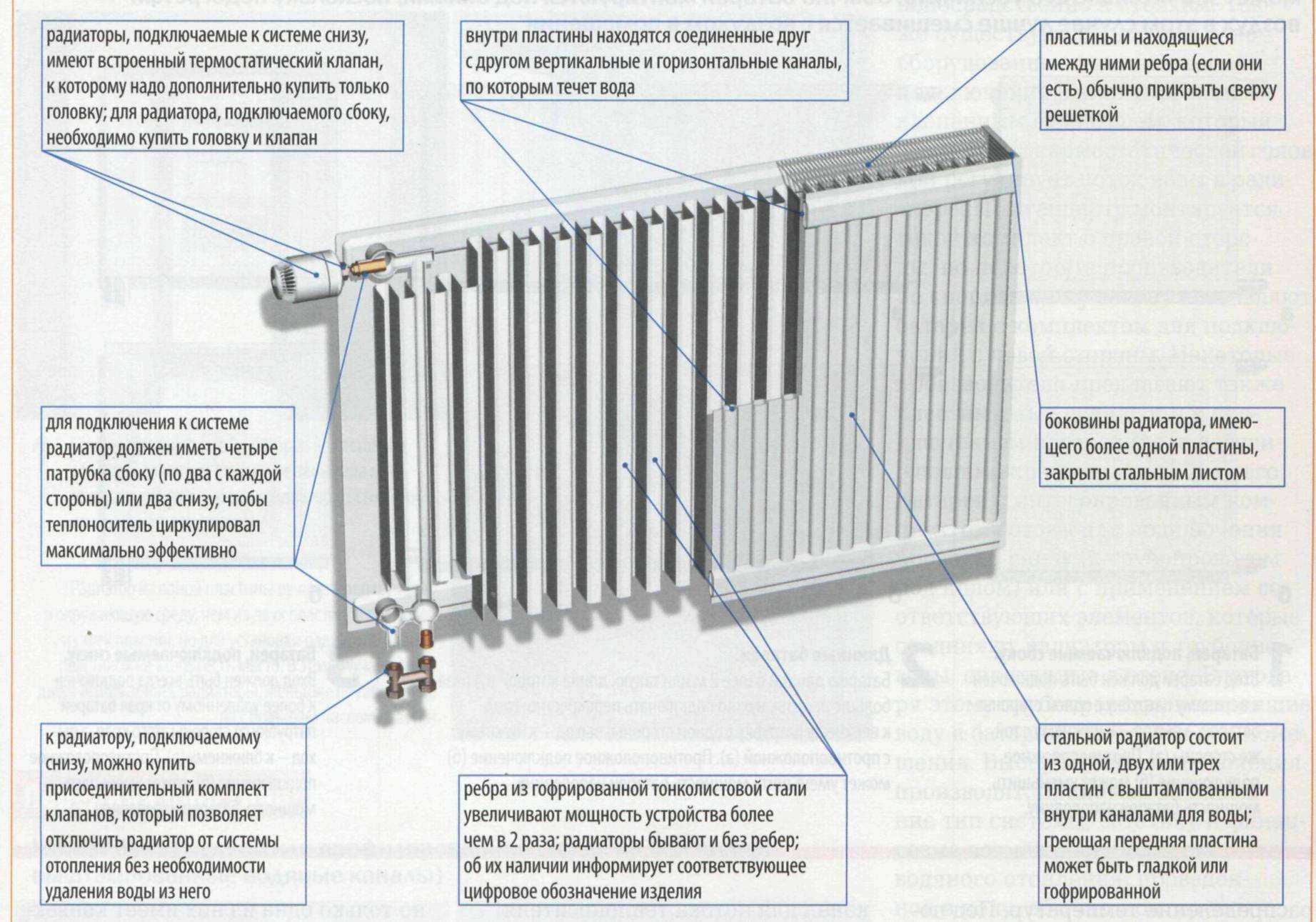
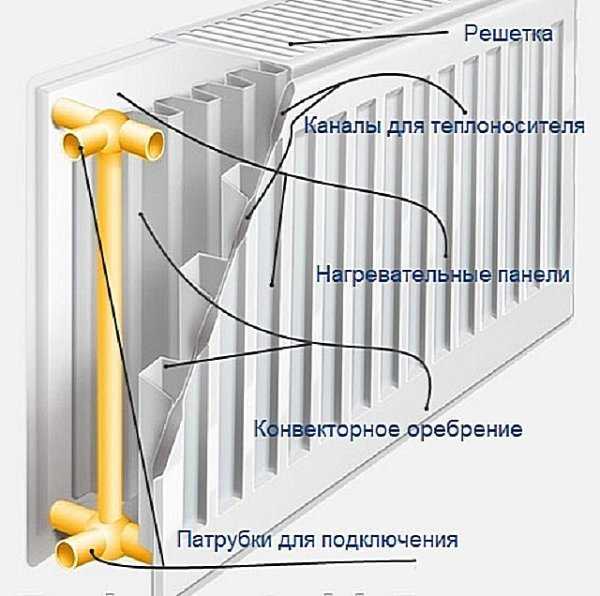
Устройство чугунных радиаторов
Этот вид отопительных приборов состоит из секций. Модели старого типа даже сегодня выпускаются в виде «гармошек», тогда как новое поколение имеет плоскую внешнюю панель, обеспечивающую лучший прогрев всей ее площади.
При работе эти устройства используют два типа отдачи тепла:
- Излучение, или как его называют профессионалы, радиация составляет до 25-30% тепла. Оно не просто нагревает воздух, а передается ближайшим предметам, обеспечивая более качественный прогрев помещения.
- Конвекция, производимая батареей отопления, обеспечивает постоянное перемещение воздушных масс по комнате, и составляет порядка 75% теплоотдачи.
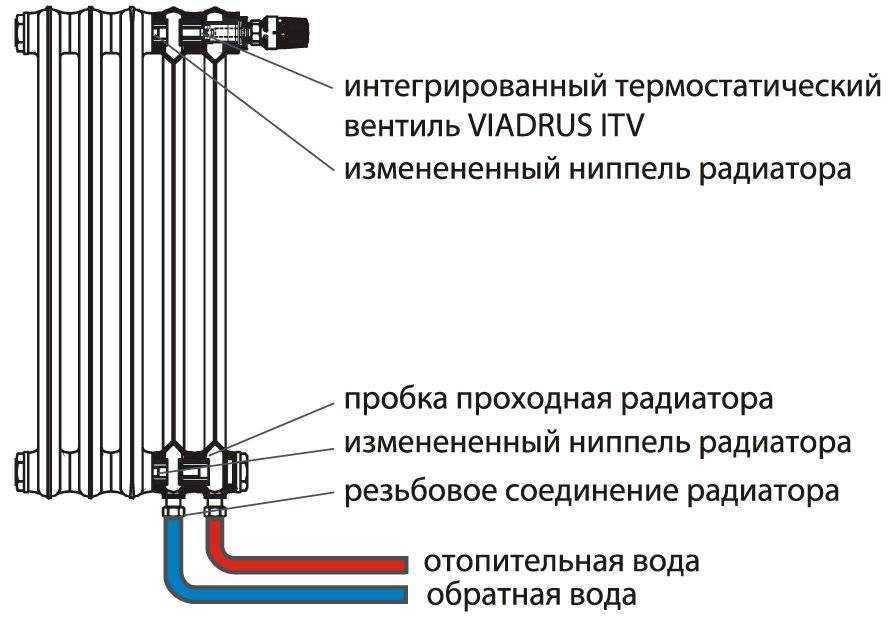
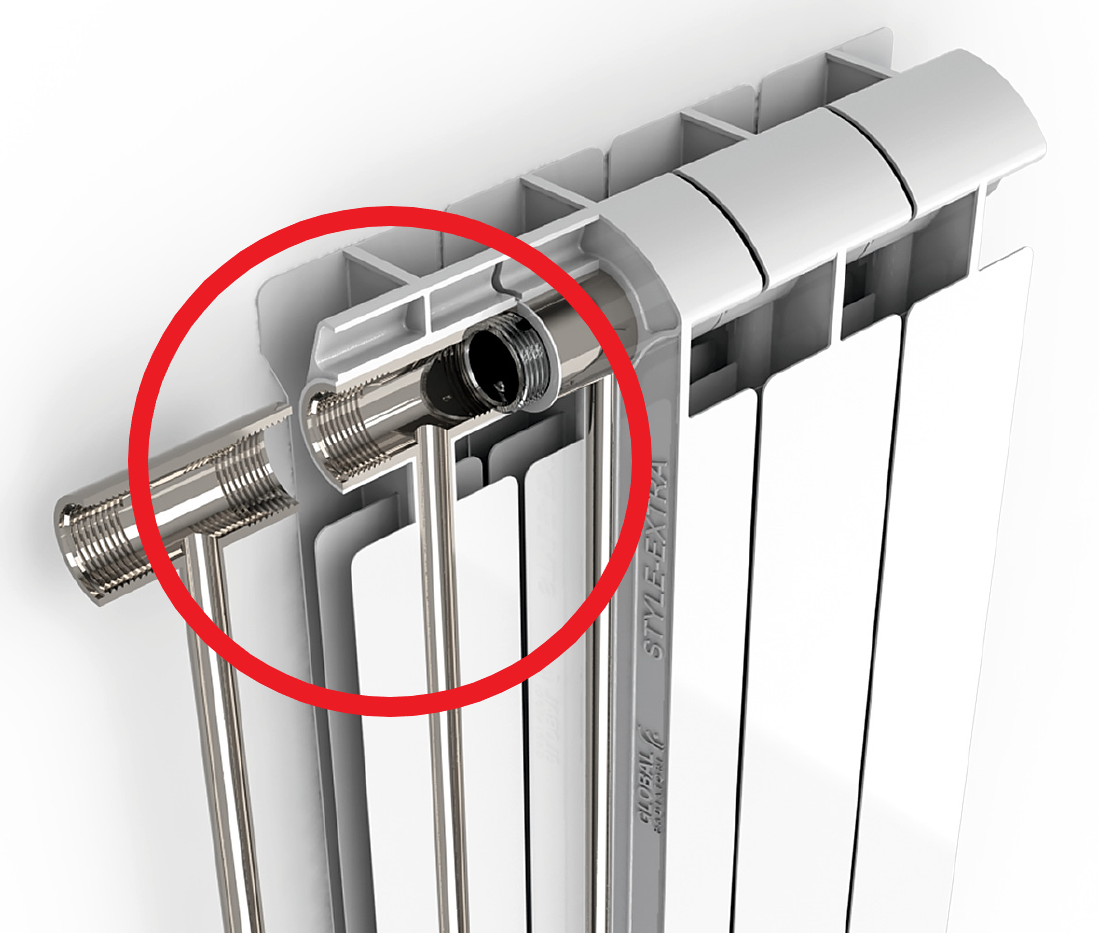
Устройство чугунной батареи, несмотря на все внешние изменения, осталось прежним. Она состоит из секций, оснащенных:
- заглушками;
- запорными устройствами;
- пробками;
- хвостовиком и терморегулятором;
- контргайками;
- ниппелями и прокладками.
Каким бы ни был чугун крепким, но даже у него есть свои пределы. Как правило, срок службы чугунных радиаторов составляет 25-30 лет, а при должном уходе и оптимальных условиях работы они могут работать без перебоя от 50 до 100 лет.


Этого не скажешь о деталях, которые скрепляют секции друг с другом, например, о прокладках. При частых гидроударах они могут «раскачаться» или потрескаться от времени. В этом случае появляется течь между секциями чугунной батареи, которая, если не устранить ее вовремя, может стать причиной серьезной аварии и угрозой для здоровья и жизни человека.
Чтобы этого избежать, нужно проверять состояние чугунных радиаторов после окончания отопительного сезона. При этом можно обнаружить совершенно разные неполадки в отопительной системе.
Читайте у нас на сайте другую полезную информацию о чугунных батареях:
Технологический процесс
Весь процесс ремонта радиаторов и труб отопления вне зависимости от того, из какого материала они изготовлены, осуществляется в два этапа: подготовительный и основной.
Подготовительные работы
Содержание подготовительного этапа зависит от того, какие требования предъявляет к ремонтируемому изделию сам клеящий состав, в том числе требование о наличии чистого металла, на который будет наноситься состав.
В том случае, если подготовительный этап отвечает требованиям о предоставлении клеящему составу доступа к чистому металлу, то он будет состоять из следующих шагов:
зачистка ремонтируемого участка до чистого металла. В случае с тонким слоем покрытия, например, лакокрасочного, можно обойтись щеткой по металлу. Однако в случае с толстым слоем покрытия может потребоваться механическая очистка с помощью специального круга и болгарки
В случае если ремонтировать предстоит старую трубу, то зачистка до металла должна осуществляться предельно осторожно; после того как металл был очищен, следует обезжирить поверхность, например, с помощью, спирта или иных жидкостей, чей химический состав позволяет добиться чистоты металла. В случае если холодная сварка не требует обязательной очистки от лакокрасочных покрытий, сразу наступает шаг очистки путем обезжиривания. Само обезжиривание производится с помощью ватного тампона или иного материала
При этом желательно, чтобы такой материал был безворсовым, так как, в противном случае, его микрочастицы могут негативным образом сказаться на чистоте покрытия
Само обезжиривание производится с помощью ватного тампона или иного материала. При этом желательно, чтобы такой материал был безворсовым, так как, в противном случае, его микрочастицы могут негативным образом сказаться на чистоте покрытия.
Основной этап
Следующий этап – основной, в ходе которого происходит сам ремонт с помощью холодной сварки, состоящий из следующих шагов:
- подготовка клеящего состава. Она выносится в основной этап, так как требует очень быстрого выполнения всех необходимых действий в силу того, что сам состав застывает очень быстро, что может привести к потере им своих пластичных свойств еще до момента нанесения на ремонтируемый участок;
- в случае если речь идет об однокомпонентном составе, необходимо отрезать кусок такого размера, чтобы хватило на покрытие того места, которое потребуется покрыть с целью выполнения ремонта. Этот кусок требуется размять до такой степени, чтобы получить пластичную массу, которая будет принимать ту форму, которая потребуется на ремонтируемом участке;
- если речь идет о двухкомпонентном составе, необходимо в равных пропорциях смешать элементы такого состава, чтобы получить необходимую по качеству массу, после чего она будет готова к применению в рамках осуществляемого ремонта;
- следующим шагом становится нанесение самого состава на ремонтируемый участок. Как уже говорилось выше, нанесение холодной сварки должно осуществляться быстро, иначе процесс полимеризации (то есть застывания) наступит гораздо раньше, в результате чего качественного соединения не получится;
- после того как состав нанесен на ремонтируемый участок, этот участок необходимо защитить от воздействия окружающей среды. Выполнить это возможно посредством специального хомута или зажима, который надевается на тот срок, который указан на упаковке с холодной сваркой (это срок предельного затвердевания состава, после которого он приобретает свою максимальную прочность).
При работе с холодной сваркой следует помнить о мерах безопасности для защиты кожных покровов рук – всю работу необходимо осуществлять в перчатках, а для того, чтобы состав не прилипал к рукам, поверхность необходимо смачивать водой (например, с помощью ватных тампонов).



